| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 鑫中冶 |
| 是否可定制 | 可以 |
| 质量等级 | 一级 |
| 是否现货 | 部分现货 |
| 是否厂家直销 | 是 |
| 范围 | 冷拔钢管,16mn无缝钢管生产基地位于【聊城】,供应范围覆盖江苏省 泰州市 靖江市、海陵区、高港区、兴化市、泰兴市、姜堰区等区域。 |
金海金属材料(靖江市分公司)位于开发区蒋管屯镇杜丹江路东首100号,优良的地理环境,现代化的产业集群,让企业具备了快速发展的基本动力。配套设施齐全。我司一路坚持用科技和信念打造过硬的产品和质量,在消费者心目中形成良好的口碑效应。成绩属于过去,奋斗属于未来。金海金属材料(靖江市分公司)秉承:德、孝、诚、爱和利他精神的企业理念,“创品质,树精品企业”的宗旨,“诚信、创新、发展”的经营理念,“用心服务、尽善尽美”的服务理念。


、无芯棒拔制(拔制时只用拔管模不用芯棒)。
1. Drawing without mandrel (drawing only with drawing die without mandrel).
2、短芯棒拔制(拔制时用拔管模及轴向固定的长度不大的短芯棒)。
2. Short mandrel drawing (drawing with drawing die and short mandrel with fixed axially length).
3、长芯棒拔制(拔制时用拔管模及随所拔钢管一起移动的长度略大于管子长度的长芯棒)。
3. Drawing of long mandrel (drawing with drawing die and long mandrel whose length is slightly longer than that of the tube when moving with the drawn steel pipe).
4、游动芯棒拔制(拔制时用拔管模及不作轴向固定而能自行稳定地保持在变形区中的短芯棒)。
4. Moving mandrel drawing (drawing with drawing die and short mandrel which can be stably maintained in the deformed zone without axial fixing).
一般的冷拔无缝精密钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。
冷拔钢管的生产方法主要是靠芯棒拔制来改变冷拔钢管的外径及厚度。外观上冷拔无缝钢管要短于热轧无缝钢管,冷拔无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。



按照冷拔钢管生产方法的不同.无缝钢管可以分为热轧管、冷轧管、冷拔管、挤压管等。冷拔无缝钢管一般在自动轧管机组上出产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继承轧制。经均整机均整壁厚,经定径机定径,达到规格要求。
利用连续式轧管机组出产热轧无缝钢管是比较好的方法。若欲获得尺寸小和质量好的无缝钢管,要采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机长进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机长进行。挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可出产直径较小的钢管。


冷拔钢管是在冷拉的基本上开展制做进行的,因为冷拔无缝管的溫度较为高,在长期性的应用和不断开展发展趋势中造成的功效是较为大的,能够说成冷拔无缝管在无缝钢管中的应用的范畴及其頻率全是较为大的。
高精密冷拔无缝管依照生产加工的流程和生产加工的程序流程而言是不容易锈蚀的,但因为维护保养的不善和维护保养的不善,针对冷拔无缝管的应用而言在日常生活中都是出現了锈蚀的状况的。实际的缘故以下:
高精密冷拔无缝管具备抗氧化性的工作能力,另外也具备在含酸、碱、盐的物质中乃浸蚀的工作能力。但其耐腐蚀工作能力的尺寸是随高精密冷拔无缝管的钢制自身有机化学构成、加互情况、应用标准及自然环境物质种类而更改的。
高精密冷拔无缝管是无缝钢管的一种,在毛精轧管或原材料管扩径的全过程中根据多道次的冷拉生产加工而成,一般在0.5~100T的单链式或双链条式冷拔机上开展。
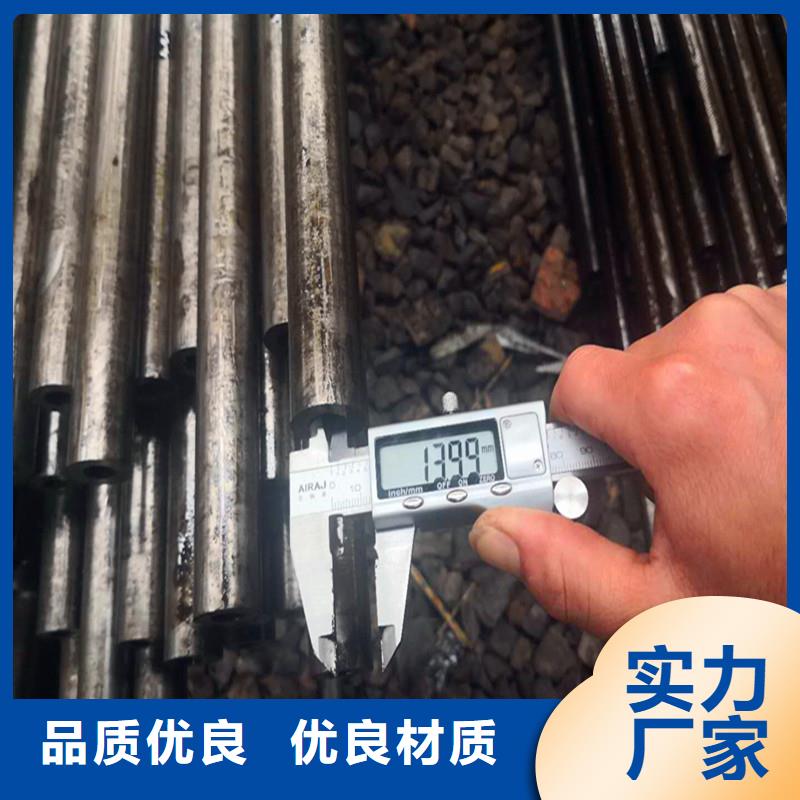
高精密冷拔无缝管的直径能够到6mm,壁厚可去0.25mm,薄壁管直径可去5mm壁厚低于0.25mm规格,精密度及其工艺性能比热扎(扩)管住,但受加工工艺牵制,其规格及其长短均受限制。
出产直徑范畴:16MM-219MM。
出产壁厚范畴:2.5MM-40MM。
出产长短范畴:5米--9米左右。
高精密冷拔无缝管的结构力学基本原理:冷拉时无缝钢管在力的功效下根据样子、规格的磨具,产生塑性形变。现阶段,在出产中的拔制方式大概可分为3种:缩径拔管、减表面拔管和减内腔拔管,冷拉时,无缝钢管在拉拨力、正工作压力和滑动摩擦力的功效下,产生相对的形变,大多数历经缩径、减壁和口模3个环节,并且形变区域内造成相对的地应力,在其中径向为拉地应力,轴向和轴向为压地应力,拔管全过程中金属材料处在一向拉和两向压地应力情况,它是冷拔无缝管形变全过程的基础结构力学特点。



名片")